🔨①四軸電算数値制御装置(CNC)の組み立て
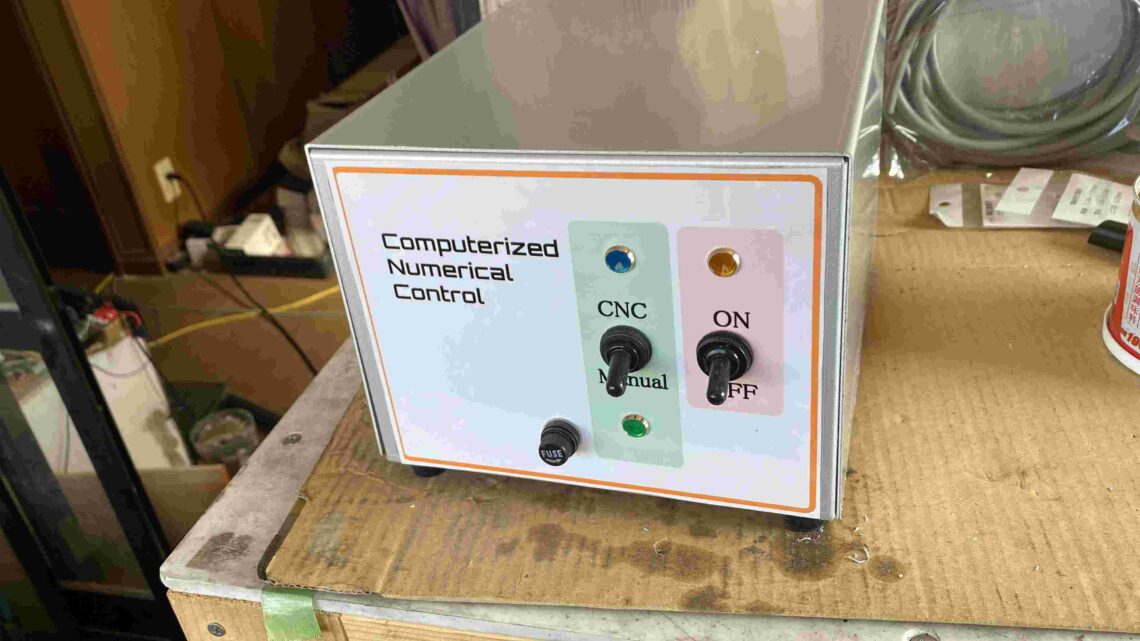
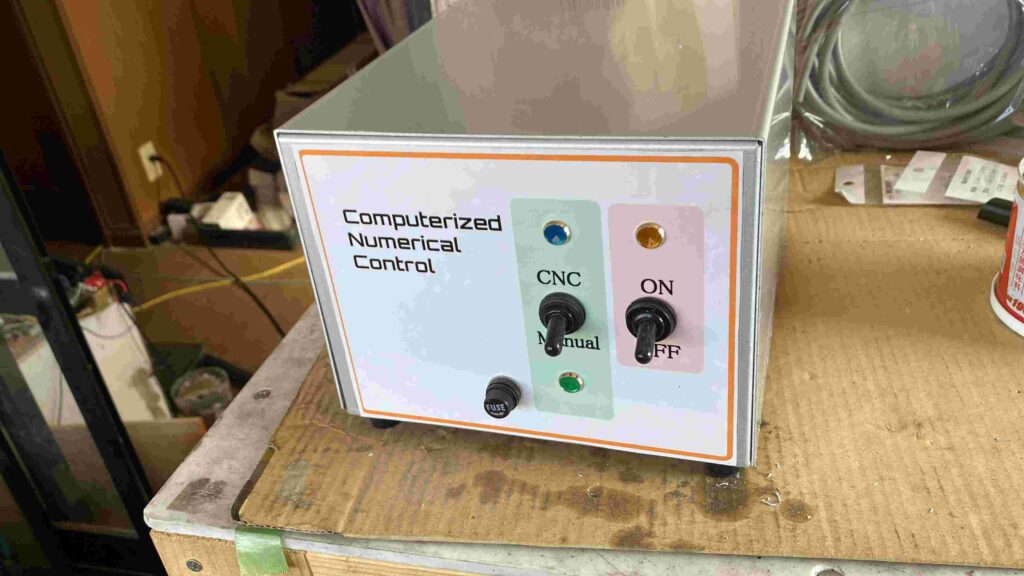
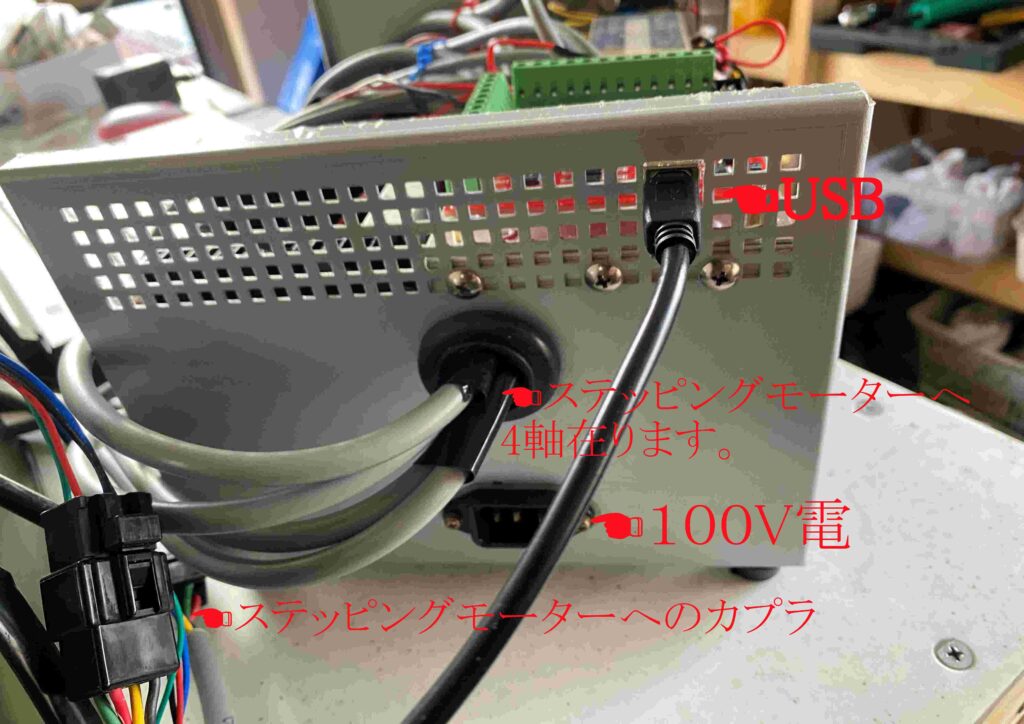
さてさて、オッサンまたまた、やらんでもどうでもいい事やり始めちゃったよ。デカいモーターに乗せ換えた中華製のXJ9512をCNC化できないものか試行錯誤。 しかしフライス盤をこんな改造して果たしてオッサンに何の使い道が、有るかが、分らんけど 面白そうやでとにかく見切り発車や!! 先ず集めた部品が、入るだけの金属ケースを用意して下の写真の様に前面は、プリンターでステッカーを作りお化粧を施しスイッチ・フューズ・パイロットランプ等を取り付け、背面は、電源AC100V用のインレットソケットとステッピングモーターのコード通しの穴にゴムを付けておきました。参考資料1:CNCコントロールシステム基本配線図.PDF 参考資料2:CNCコントロールBOXフェイスシール

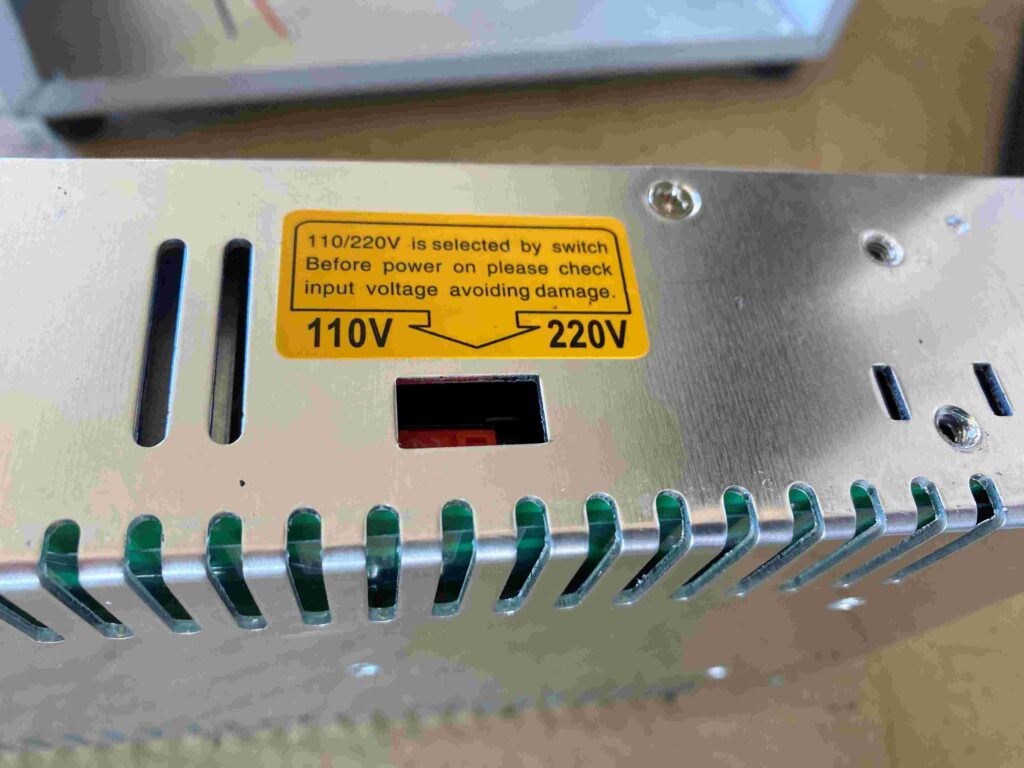
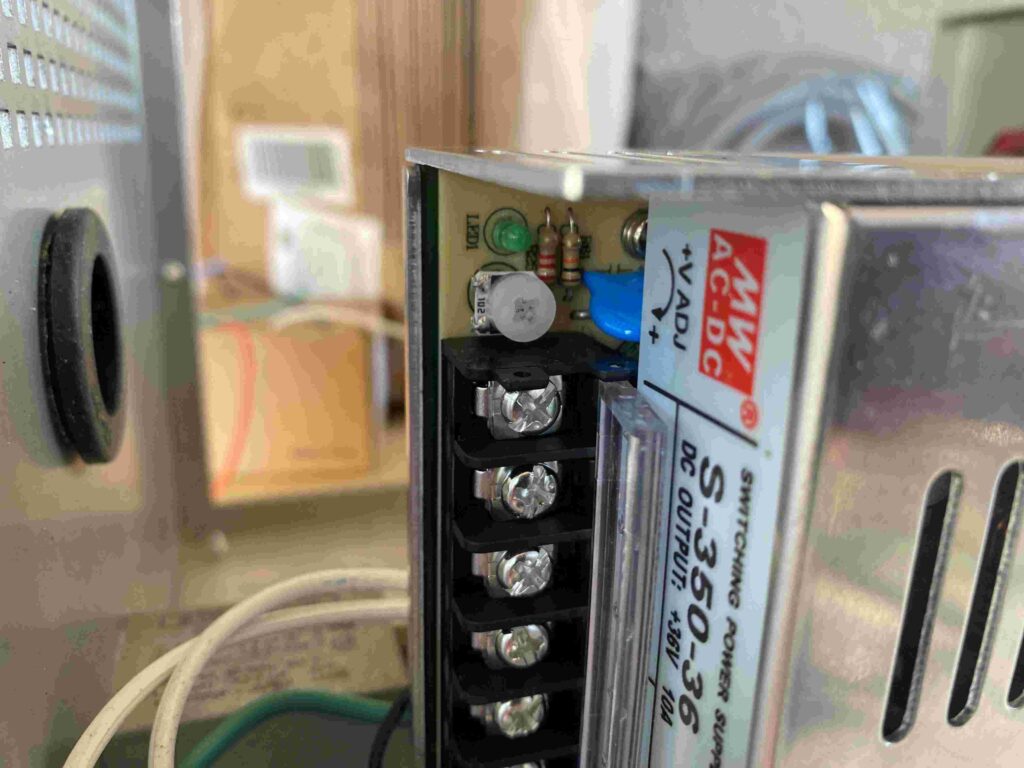
スイッチング電源
取り付け前に絶対に忘れてはならないのが、スイッチング電源の電圧を日本仕様の110V側に必ずスイッチを切り替えておかないと。
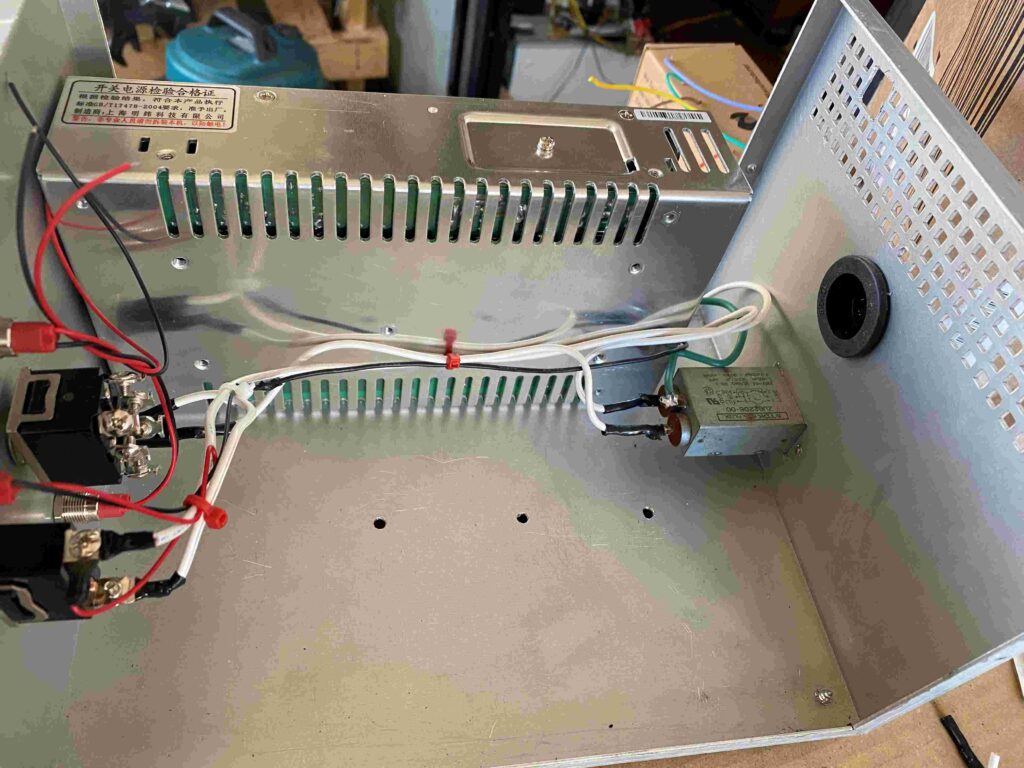
ボックスに取り付け
この位置にスイッチング電源をボックスの裏からネジで取り付け配線しましたが、出来るならば100V入口にインレットソケットをTDK社のRPE-2006シリーズのノイズフィルター付等を使うと良いですよ。※その場合スイッチング電源との接続はLーGND-Nを間違えない様に
出力電圧調整
スイッチング電源の取り付けが、終わったらもう一度配線を確認後、電源を入れてDC OUTPUTのプラス/マイナスにテスターなどで確認しながら電圧調整ツマミで所定の電圧にします。※この写真では白く丸いプラスチック+V ADJを回して調整します。
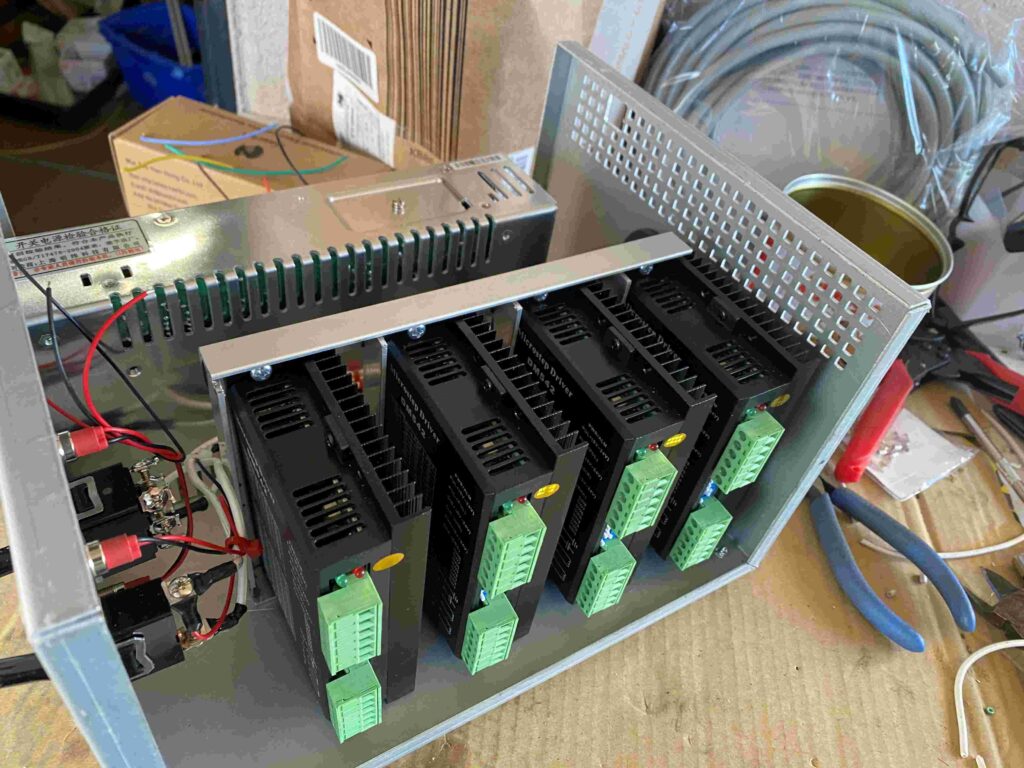
ステッピングモータードライバー取り付け
オッサンは、メンテナンス性を考慮して中華製のステッピングモータードライバーDM542を4個、写真の様にアルミのL字アングルでまとめておきました。


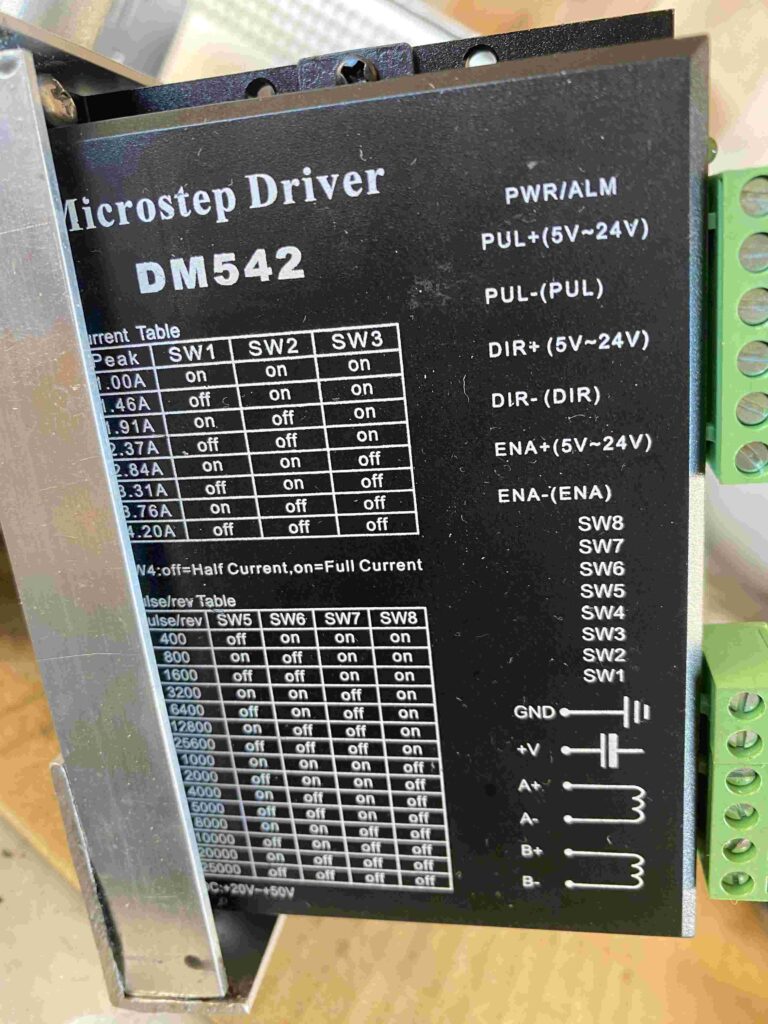
ディップスイッチ / 端子の概要
横に付いてる青いディップスイッチは、最大電流やステッピングモーターが、一回転するパルス数を設定します、数値が、数値が大きくなるにしたがってゆっくり精密に回転するようになります(今回は、デフォルトのままで) PUL:(±間に5Vのパルス信号を送り回転数制御)DIR:(±間に5VのON・OFFで回転方向を逆転)ENA:(±間に5VのON/OFFで回転/停止、CNCでは、あまり使わないみたいです?)
ピッタリ収まりました。
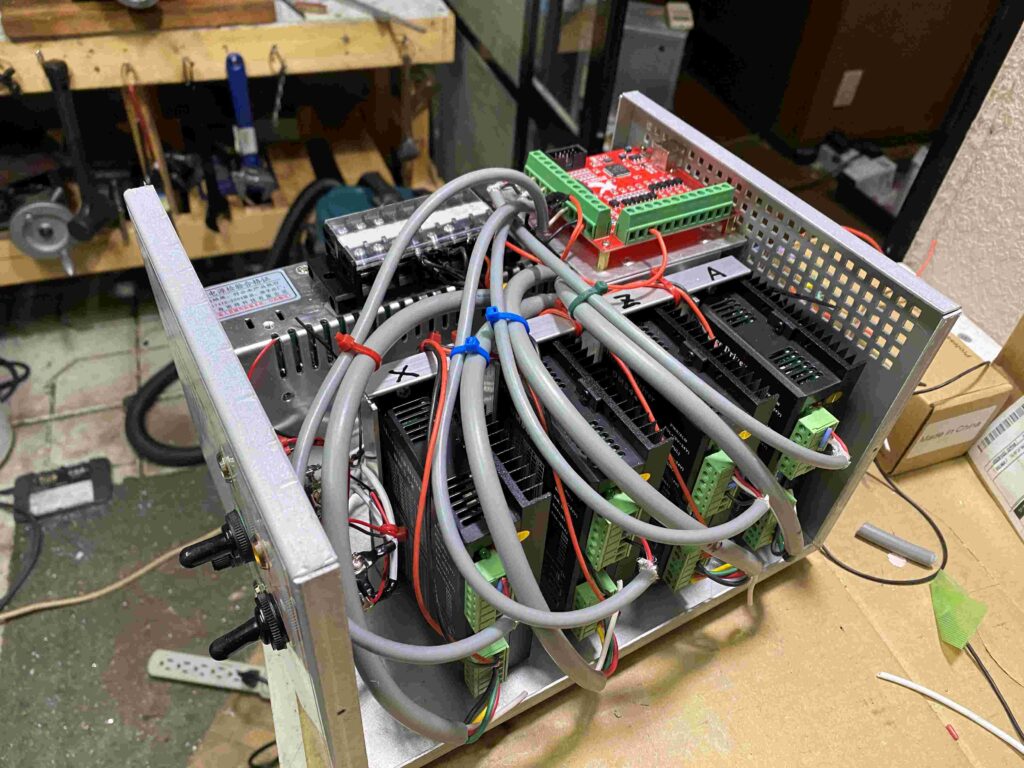
次は、配線です。
モーターコード配線
ステッピングモーターの線は4本でいいのだけどオッサンは、VCTFケーブル 0.75sq×5芯(一本余る)を使って1.5mの長さにして先端には、車の電装用のエーモンの4極カプラをモーターとの間に入れたよ。でドライバーへの電源線は、20AWGの太さの赤黒の物を使ったよ。※写真には、コントロール基盤も既に載ってます。

車用の電装カプラ
後の機械への組み込みやメンテナンスの邪魔にならない様にステッピングモーターとモータードライバーとの間に車電装部品のエーモン(amon) カプラー4極 (ロック付) 250型を入れ簡単にモータを切り離せるようにしたよ。

配線完了
PULパルス信号/DIRディレクション(方向切り替え)の配線は、ノイズエラーを防ぐために富士電線工業 MVVS 0.3sq×3芯のシールド線で引回しシールドは、コントーロール基盤のGNDに接続しておきます。※4芯でもいいですが、PUL/DIRの±どちらか一方は、共通で使えるので3芯でも大丈夫です。
あとはテスト
あとは、テストだけど CNCソフトもだけどCADやCAMも趣味でどうでもいい事やってるんだから予算と相談しながら考えて行かないといけないけから・・ やっぱCNCは、USB接続もできるMach3が、有力候補でしょうかねぇ~? 参考資料1:CNCコントロールシステム基本配線図.PDF 参考資料2:CNCコントロールBOXフェイスシール
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/36e0825d.91d72585.36e0825e.dff01a5e/?me_id=1281431&item_id=10010054&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Ffaubon%2Fcabinet%2Fimage2%2Frpe_lambda.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")

![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/39989013.bf488a0b.39989014.77d100b4/?me_id=1240325&item_id=10004900&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fauc-treevillage%2Fcabinet%2Ffujiewc%2Fmvvs%2Fmvvs-03sq-3c.gif%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/39989013.bf488a0b.39989014.77d100b4/?me_id=1240325&item_id=10001152&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fauc-treevillage%2Fcabinet%2Fvctf%2Fvctf075-5c.gif%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/3998924f.120e5ec4.39989250.810af072/?me_id=1237236&item_id=10082860&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fbluepeter%2Fcabinet%2Fcm%2F2021%2F01%2F1124.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/39989320.0adba873.39989321.e38133a2/?me_id=1229659&item_id=16442603&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fedenki%2Fcabinet%2Fnewitem061%2Fed1995974.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/39989423.0163e67d.39989424.5347001e/?me_id=1404636&item_id=10164724&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fflower-onlineshop%2Fcabinet%2Fn20231221105234%2Fb0bc32lhc7-1.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/39b048a1.edf9da0d.39b048a2.ae9ce33c/?me_id=1409997&item_id=10024176&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fjsame%2Fcabinet%2F1264%2F91712925.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/39b048a1.edf9da0d.39b048a2.ae9ce33c/?me_id=1409997&item_id=10255448&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fjsame%2Fcabinet%2F911610060%2F5002252529875-1.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
Nema 23 ステッピングモーター 57x112mm 両軸 2.8N.m 425
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/39b077c2.e7470a6c.39b077c3.c55b67fe/?me_id=1364544&item_id=10000492&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fgshop-r%2Fcabinet%2Fdd%2F24v15a%2F1.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")



